
Заваряването е традиционен метод за свързване на метални елементи. Днес обаче има прилична алтернатива, характеризираща се с лекота на използване и достъпна цена. Това е пластмасова смес за фиксиране на метални повърхности – студено заваряване.
Особености
Този състав е пластмасово лепило, което наподобява пластилин по консистенция. Тази характеристика, както и подобрените нива на адхезия, се дължат на състава на масата – тя се основава на епоксидна смола.
Обикновено епоксидната смола се намира в центъра на цилиндъра, външната страна на която е втвърдители. Високата якост на шевовете се постига чрез смесване на смолата с метален прах. За да осигури на състава определени технически свойства, към него се добавят различни компоненти, най -често срещаният от които е сярата. Производствените процеси и съставът на материала отговарят на ГОСТ 2601-74. Когато използвате този състав, човек трябва да се ръководи от SNiP 3-42-80.
Въпреки факта, че заваряването осигурява висока якост и надеждно сцепление на частите, рано или късно счупените елементи трябва да бъдат заменени или поправени по по -“сериозен” метод. Този състав е много търсен за елиминиране на течове във водопроводни устройства (запечатване на пукнатини в тръби, възстановяване на резбови връзки и др.), Дребни ремонти, домакинска употреба.



Лепилото демонстрира своите качества по най -добрия начин при залепване на части, които не са подложени на големи натоварвания..
Лекотата на използване на този състав се състои в това, че той е подходящ за нанасяне както върху кухи и запълнени повърхности, така и върху части, подложени на ниско налягане. Не е необходимо да се разглобяват частите, лепенето може да се извърши дори на труднодостъпни места. Този метод не предполага нагряване, което означава, че деформацията на метала е изключена, както и отрицателен ефект върху съседните чувствителни на топлина елементи..
Самата работа не изисква професионални умения, разходи за закупуване или отдаване под наем на оборудване. Изземването на повърхности започва няколко минути след нанасянето, а ремонтираната част може да се използва за един ден. Поради разнообразието от състави е възможно да се избере лепило за конкретна част, включително тези, използвани при екстремни условия. Така че, има такива видове студено заваряване, които понасят излагане на висока температура до 1000 ° C.

Въпреки факта, че по своята здравина шевът, образуван чрез студено заваряване, отстъпва на съединението, получено по метода на конвенционалното заваряване, той е доста здрав и неразделен. Препоръчва се съставът да се използва за отстраняване на малки щети, запечатване на фистули. Студеното заваряване е съвместимо с всички видове метали, особено тези, чувствителни към топлина. Той също така позволява залепването на различни метални повърхности. Образуваният шев изглежда спретнат, може да се шлайфа, боядисва.
Този тип свързване се основава на принципа на натиск, но шевът се образува поради пластичността на лепилото и способността на неговите частици да привличат молекули на материала. С други думи, настъпва пластична деформация, в резултат на което оксидният слой върху ремонтираните повърхности се разрушава и разстоянието между тях става подобно на разстоянието в кристалната решетка. В същото време енергийното ниво на атомите се повишава, те стават способни да образуват химически връзки.


Изгледи
В зависимост от характеристиките на състава, студеното заваряване може да бъде еднокомпонентно и двукомпонентно. Първият не е подходящ за дългосрочно съхранение, отвореното лепило трябва да се използва едновременно.
Ако говорим за обхвата, тогава се разграничават следните видове студено заваряване.
- Универсален. Поради особеностите на състава, той е подходящ за залепване не само на метални, но и на пластмасови, гумени повърхности, включително помежду си.
- Автомобилни. Предназначени за премахване на пукнатини и леки повреди по метални повърхности на автомобил, като резервоари, радиатори, свързващи тръби и др..
- Осигурява подобрени характеристики на сцепление. Това свойство се постига чрез добавяне на стоманени, алуминиеви или чугунени стърготини към смолата. Подходящ за части, подложени на повишено натоварване и налягане, увеличава здравината и термичната стабилност на образуваната заварка.



- Висока температура. Това е високо вискозитетно топлоустойчиво металосиликатно заваряване, което може да работи при температури до + 1500 ° C. Долният температурен праг обикновено е -60 ° C.
- Водоустойчив. 2-компонентно заваряване, което не губи своите характеристики не само във влажна среда, но и при директен контакт с вода. Използва се главно за ремонт на водопроводни инсталации..


Въз основа на консистенцията се изолират течни и подобни на пластмаси състави. Течното заваряване винаги е двукомпонентно съединение, състоящо се от епоксидна смола и втвърдител. Произвежда се в спринцовки, смесването на компонентите става автоматично. Експертите обаче препоръчват да смесвате компонентите в отделна купа непосредствено преди употреба..
Подобната на пластмаса маса е по-вискозна, това е еднокомпонентна или двукомпонентна лента. Преди употреба се омесва, докато се получи хомогенна еластична маса..


Лепилото също може да бъде разделено на следните групи:
- точка (лепило за алуминиеви и медни покрития, използвано за отстраняване на малки пролуки, заваряване на малки части към по -големи повърхности);
- конци (предназначени за премахване на нарушения на целостта в тънкостенни запечатани съдове и резервоари, използвани заедно с контурни перфоратори);
- тройник (обхват на приложение – фиксиращи месингови щифтове с изходи на намотки на трансформатори, изработени от алуминий, тройници и ъглови шини за електрически локомотиви);
- приклад (подходящ за залепване на проводници, затваряне на краища, оформяне на пръстени);
- срязващо заваряване (използва се при ремонт на водопроводни и отоплителни тръби, на железницата – за свързване на адаптери в електропроводи).




Как да използвате правилно?
Качеството на адхезия на лепилото до голяма степен зависи от това колко внимателно е подготвена работната основа. Трябва да се почисти от следи от ръжда, обезмаслена. За това се използват специални разтворители и шкурка..
Частта, покрита с ръжда, трябва да се търка с шкурка, докато се появи слой с характерен метален нюанс със следи от драскотини. Гладките повърхности също трябва да се шлайфат, докато се надраскат. Това ще подобри сцеплението..


Следващата стъпка е повърхностно изсушаване. Можете да оставите основата да изсъхне естествено или да използвате обикновен сешоар. Производителите отбелязват, че студеното заваряване може да се приложи и към мокри части, но практиката показва, че качеството на такива фуги е по -ниско. След изсушаване повърхностите трябва да се обезмаслят отново, като се използва например ацетон..
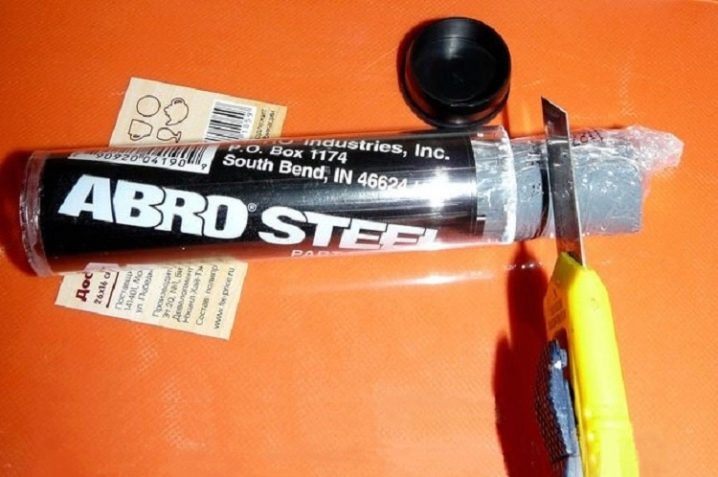
След като повърхността е готова за залепване, е необходимо да се отреже необходимото количество лепило от цилиндъра.. Тя трябва да се реже само в напречна посока, така че полученият “кръг” да съдържа както епоксидната сърцевина, така и втвърдителя, който я заобикаля. Ако се използва течна смес, тя се изстисква от тръбата на спринцовката директно върху повърхността на детайла (както се казва в инструкциите) или се смесва предварително в съдовете (според препоръките на професионалистите).
Изрязаното парче трябва да бъде затоплено и хомогенно чрез триене в ръцете. Колкото по -дълго правите това, толкова по -мека и пластична ще стане композицията..

Ако залепва твърде много по ръцете ви, можете периодично да ги навлажнете със студена вода. Работата трябва да се извършва с ръкавици, а съдовете, в които сместа е била омесена или се е намирала, не могат да се използват в кухнята в бъдеще..
Когато почувствате, че масата се залепва добре и се разнася лесно, трябва незабавно да я нанесете върху повърхността, която ще поправите. Ако образуваната празнина е малка, тогава е желателно част от лепилото да проникне вътре в нея. За големи празнини е по -добре да се използват “пластири”, които се фиксират чрез студено заваряване.
Препоръчително е да направите заваръчен слой не повече от 5 мм. Ако е необходимо, можете да нанесете няколко слоя, като изчакате предишния да изсъхне напълно, преди да приложите следващия. Повечето състави започват да се втвърдяват в рамките на няколко минути след сцеплението с повърхността. Окончателното втвърдяване настъпва след ден. 24 часа след нанасянето на лепилото можете да продължите към по -нататъшна обработка на ремонтираната повърхност.

Производители
Водещите позиции на пазара заемат вносни продукти. Вътрешните аналози, според потребителските отзиви, не демонстрират същото високо качество и здравина на шева..
Най-трайното заваряване, според мнението на професионалисти, както и въз основа на експертни данни, се произвежда под марките Hi-Gear, Abro, Poxipol.
- Вариантът от първата марка е универсална смес, подходяща за работа върху метал, както и върху каменни и пластмасови повърхности. Демонстрира устойчивост на топлина и химическа инертност.
- Abro е двукомпонентно заваряване, което предлага и гъвкавост. Издържа нагряване до 260 ° C, подходящ за използване в химически агресивни среди.
- Вътрешни аналози, близки до тях по качество – “Полимет”, “Алмаз”.



- За водопроводни и отоплителни тръби е по -добре да се използват продукти на Mastix, но само при условие, че охлаждащата течност в тези системи има температура не повече от 120 ° C. Това прави съединението отличен вариант за домашно заваряване, но не позволява да се използва за ремонт на производствени системи с по -висока температура на нагряване..
- За топлоустойчиви системи е по-добре да изберете лепило Kerry “Thermo”, което се характеризира с висок вискозитет и способността да издържа на нагряване до + 900 ° C. Този състав се е доказал добре при работа с основи от чугун, стомана и титан, широко се използва при ремонт на автомобили.
- Доброто качество се демонстрира от продукта на Henkel “Moment SuperEpoxy” за универсална употреба, който може да издържа на температури до 140 ° C. Съставът на Adefal Trading S. A. Poxipol демонстрира подобни свойства, но температурата на нагряване по време на използването му може да достигне само 120 ° С.




Съвети и трикове
- При избора на студено заваряване е необходимо да се вземе предвид обхватът на неговото приложение. По -добре е металът, използван в лепилото, да е сходен по състав с повърхността, която ще се ремонтира. Ако е невъзможно да се намери такъв състав, трябва да изберете заваряване с метална сърцевина, чиито показатели за якост не отстъпват на тези на повърхностния метал..
- Важно е да се обърне внимание на температурния диапазон на операцията по лепилото. Въпреки факта, че всичките му разновидности могат да издържат на повишаване на температурите (средно до 200-230 ° C), за повърхности, изложени на значително нагряване или на действието на открит пламък, трябва да се избират специализирани състави.



- Ако имате нужда от бърз ремонт, препоръчително е да използвате 2 вида заваряване. Първо се нанася слой, който се характеризира с ускорено време на втвърдяване (около час). Това ще ви позволи бързо да елиминирате инцидента. Този слой обаче не може да се нарече траен, затова върху него се нанася друг слой заваряване със стандартно време за втвърдяване (изсъхва 24 часа).
- Премахването на замръзнали студени заварки не е лесно. За тази цел се използват специални разтворители, ако няма такива, ацетон. Те трябва да навлажнят старателно лепилото и да се опитат да го вдигнат до ръба на основата. Ако това може да се направи, заварката буквално се откъсва от повърхността..
Този метод сам по себе си може да повреди повърхността и ако ацетонът се нанесе върху дървени, стъклени или керамични основи, той може да причини потъмняване. В тази връзка съставът трябва да се нанася внимателно и внимателно, без да се разпръсква приготвеното и пасирано лепило върху повърхностите, съседни на работниците..


За това как да използвате студено заваряване, вижте следващото видео..








Разновидности на студено заваряване на метал
Заваряването е традиционен метод за свързване на метални елементи. Днес обаче има прилична алтернатива, характеризираща се с лекота на използване и достъпна цена. Това е пластмасова смес за фиксиране на метални повърхности – студено заваряване.
Особености
Този състав е пластмасово лепило, което наподобява пластилин по консистенция. Тази характеристика, както и подобрените нива на адхезия, се дължат на състава на масата – тя се основава на епоксидна смола.
Обикновено епоксидната смола се намира в центъра на цилиндъра, външната страна на която е втвърдители. Високата якост на шевовете се постига чрез смесване на смолата с метален прах. За да осигури на състава определени технически свойства, към него се добавят различни компоненти, най -често срещаният от които е сярата. Производствените процеси и съставът на материала отговарят на ГОСТ 2601-74. Когато използвате този състав, човек трябва да се ръководи от SNiP 3-42-80.
Въпреки факта, че заваряването осигурява висока якост и надеждно сцепление на частите, рано или късно счупените елементи трябва да бъдат заменени или поправени по по -“сериозен” метод. Този състав е много търсен за елиминиране на течове във водопроводни устройства (запечатване на пукнатини в тръби, възстановяване на резбови връзки и др.), Дребни ремонти, домакинска употреба.
Лепилото демонстрира своите качества по най -добрия начин при залепване на части, които не са подложени на големи натоварвания..
Лекотата на използване на този състав се състои в това, че той е подходящ за нанасяне както върху кухи и запълнени повърхности, така и върху части, подложени на ниско налягане. Не е необходимо да се разглобяват частите, лепенето може да се извърши дори на труднодостъпни места. Този метод не предполага нагряване, което означава, че деформацията на метала е изключена, както и отрицателен ефект върху съседните чувствителни на топлина елементи..
Самата работа не изисква професионални умения, разходи за закупуване или отдаване под наем на оборудване. Изземването на повърхности започва няколко минути след нанасянето, а ремонтираната част може да се използва за един ден. Поради разнообразието от състави е възможно да се избере лепило за конкретна част, включително тези, използвани при екстремни условия. Така че, има такива видове студено заваряване, които понасят излагане на висока температура до 1000 ° C.
Въпреки факта, че по своята здравина шевът, образуван чрез студено заваряване, отстъпва на съединението, получено по метода на конвенционалното заваряване, той е доста здрав и неразделен. Препоръчва се съставът да се използва за отстраняване на малки щети, запечатване на фистули. Студеното заваряване е съвместимо с всички видове метали, особено тези, чувствителни към топлина. Той също така позволява залепването на различни метални повърхности. Образуваният шев изглежда спретнат, може да се шлайфа, боядисва.
Този тип свързване се основава на принципа на натиск, но шевът се образува поради пластичността на лепилото и способността на неговите частици да привличат молекули на материала. С други думи, настъпва пластична деформация, в резултат на което оксидният слой върху ремонтираните повърхности се разрушава и разстоянието между тях става подобно на разстоянието в кристалната решетка. В същото време енергийното ниво на атомите се повишава, те стават способни да образуват химически връзки.
Изгледи
В зависимост от характеристиките на състава, студеното заваряване може да бъде еднокомпонентно и двукомпонентно. Първият не е подходящ за дългосрочно съхранение, отвореното лепило трябва да се използва едновременно.
Ако говорим за обхвата, тогава се разграничават следните видове студено заваряване.
Въз основа на консистенцията се изолират течни и подобни на пластмаси състави. Течното заваряване винаги е двукомпонентно съединение, състоящо се от епоксидна смола и втвърдител. Произвежда се в спринцовки, смесването на компонентите става автоматично. Експертите обаче препоръчват да смесвате компонентите в отделна купа непосредствено преди употреба..
Подобната на пластмаса маса е по-вискозна, това е еднокомпонентна или двукомпонентна лента. Преди употреба се омесва, докато се получи хомогенна еластична маса..
Лепилото също може да бъде разделено на следните групи:
Как да използвате правилно?
Качеството на адхезия на лепилото до голяма степен зависи от това колко внимателно е подготвена работната основа. Трябва да се почисти от следи от ръжда, обезмаслена. За това се използват специални разтворители и шкурка..
Частта, покрита с ръжда, трябва да се търка с шкурка, докато се появи слой с характерен метален нюанс със следи от драскотини. Гладките повърхности също трябва да се шлайфат, докато се надраскат. Това ще подобри сцеплението..
Следващата стъпка е повърхностно изсушаване. Можете да оставите основата да изсъхне естествено или да използвате обикновен сешоар. Производителите отбелязват, че студеното заваряване може да се приложи и към мокри части, но практиката показва, че качеството на такива фуги е по -ниско. След изсушаване повърхностите трябва да се обезмаслят отново, като се използва например ацетон..
След като повърхността е готова за залепване, е необходимо да се отреже необходимото количество лепило от цилиндъра.. Тя трябва да се реже само в напречна посока, така че полученият “кръг” да съдържа както епоксидната сърцевина, така и втвърдителя, който я заобикаля. Ако се използва течна смес, тя се изстисква от тръбата на спринцовката директно върху повърхността на детайла (както се казва в инструкциите) или се смесва предварително в съдовете (според препоръките на професионалистите).
Изрязаното парче трябва да бъде затоплено и хомогенно чрез триене в ръцете. Колкото по -дълго правите това, толкова по -мека и пластична ще стане композицията..
Ако залепва твърде много по ръцете ви, можете периодично да ги навлажнете със студена вода. Работата трябва да се извършва с ръкавици, а съдовете, в които сместа е била омесена или се е намирала, не могат да се използват в кухнята в бъдеще..
Когато почувствате, че масата се залепва добре и се разнася лесно, трябва незабавно да я нанесете върху повърхността, която ще поправите. Ако образуваната празнина е малка, тогава е желателно част от лепилото да проникне вътре в нея. За големи празнини е по -добре да се използват “пластири”, които се фиксират чрез студено заваряване.
Препоръчително е да направите заваръчен слой не повече от 5 мм. Ако е необходимо, можете да нанесете няколко слоя, като изчакате предишния да изсъхне напълно, преди да приложите следващия. Повечето състави започват да се втвърдяват в рамките на няколко минути след сцеплението с повърхността. Окончателното втвърдяване настъпва след ден. 24 часа след нанасянето на лепилото можете да продължите към по -нататъшна обработка на ремонтираната повърхност.
Производители
Водещите позиции на пазара заемат вносни продукти. Вътрешните аналози, според потребителските отзиви, не демонстрират същото високо качество и здравина на шева..
Най-трайното заваряване, според мнението на професионалисти, както и въз основа на експертни данни, се произвежда под марките Hi-Gear, Abro, Poxipol.
Съвети и трикове
Този метод сам по себе си може да повреди повърхността и ако ацетонът се нанесе върху дървени, стъклени или керамични основи, той може да причини потъмняване. В тази връзка съставът трябва да се нанася внимателно и внимателно, без да се разпръсква приготвеното и пасирано лепило върху повърхностите, съседни на работниците..
За това как да използвате студено заваряване, вижте следващото видео..